摘要
廢保麗龍(EPS)體積大且難以自然分解,傳統掩埋或焚燒會造成嚴重環境負擔。微波輔助熱解技術結合催化劑(如碳黑、生物炭或氧化石墨烯),能在低溫、短時間內將廢保麗龍轉化為高價值的苯乙烯單體、燃料油與可燃氣體[1][2][3]。此技術不僅有效解決廢棄物堆積的痛點,更實現了塑膠資源的循環經濟與高效率的能源回收[5]。
聚苯乙烯與生活
日常生活中,從網購電子產品的防撞包材到生鮮食品的保溫箱,擴張聚苯乙烯(Expanded Polystyrene,簡稱 EPS,俗稱保麗龍)無所不在。然而,這些輕盈的包材大約有 98% 都是空氣。
由於其體積龐大、密度極低且無法在自然界中生物降解,若直接丟棄於掩埋場將佔用極大空間。若選擇傳統焚燒處理,則會向大氣中釋放大量有害甚至致癌氣體,對環境與人體健康造成威脅[5]。對於廢棄物處理業者與政府而言,高昂的運輸與處理成本,以及傳統物理回收後材料性質容易劣化的問題,一直是長久以來的回收痛點。
核心概念
什麼是廢保麗龍熱解技術?如何將垃圾變黃金?
「熱解」(Pyrolysis)就像是把組裝好的積木(聚合物)放置在一個無氧的高溫烤箱中,將其拆解回原本的單一積木塊(單體與小分子)。因為缺乏氧氣,保麗龍不會燃燒化為灰燼,而是受熱分解成具有商業價值的液態油、可燃氣體與固態碳[5]。
然而,傳統熱解需要耗費大量的外部能源與較長的反應時間來加熱。為了突破這個瓶頸,技術專家引入了「微波輔助熱解」(Microwave-assisted pyrolysis)。
技術對比:傳統加熱 vs. 微波輔助熱解
- 傳統加熱(外部傳熱):由外而內加熱,耗時且受熱不均。
- 微波輔助熱解(內部發熱):運作原理類似家用微波爐,但因為塑膠本身不吸收微波,所以會加入「感應劑」或「催化劑」(如碳黑、生物炭或氧化石墨烯)。這些黑色粉末能瞬間吸收微波能量並轉化為高熱,讓熱量直接在保麗龍內部產生,大幅縮短處理時間[1][2]。
透過微波輔助熱解,產出的液態裂解油不僅黏度低,其熱值更可高達 39 至 42 MJ/kg,能直接作為工業鍋爐或發電機的替代燃料[3]。
各類保麗龍熱解技術與規格
下表針對不同的熱解反應器與技術特性進行比較,幫助您快速了解適用場景:
| 技術 / 反應器類型 | 核心優勢與適用場景 | 產品產率與特性 | 挑戰與劣勢 |
|---|---|---|---|
| 微波輔助熱解 (Microwave Pyrolysis) |
加熱極快、生產率高、能源消耗較低。適用於結合碳吸波劑的高效回收[3]。 | 搭配不同催化劑可產出高達 60% 液態油[1] 或 53% 氣體[2]。 | 工業級規模的微波設備建置成本與介電特性控制較難。 |
| 批次反應器 (Batch Reactor) |
設計簡單、易於控制參數。適合實驗室規模與小批量測試[5]。 | 轉化效率高,在 425°C 時可達極高液態油產率。 | 需頻繁重新填料,勞動成本高,不適合大規模工業量產。 |
| 流化床反應器 (Fluidized Bed) |
催化劑分佈均勻、熱傳導佳。適合中大型連續性工業量產[5]。 | 液體產率可達 90% 以上,氣體與焦炭生成率低。 | 對進料形狀與尺寸有一定要求。 |
| 減壓(真空)熱解 (Reduced Pressure) |
產物停留時間短,可避免過度裂解。適合提取高純度特定化學品[4]。 | 液體產率極高(可逾 75%),且苯乙烯單體濃度可高達 71.9%[4]。 | 需要維持真空環境的額外抽氣設備成本。 |
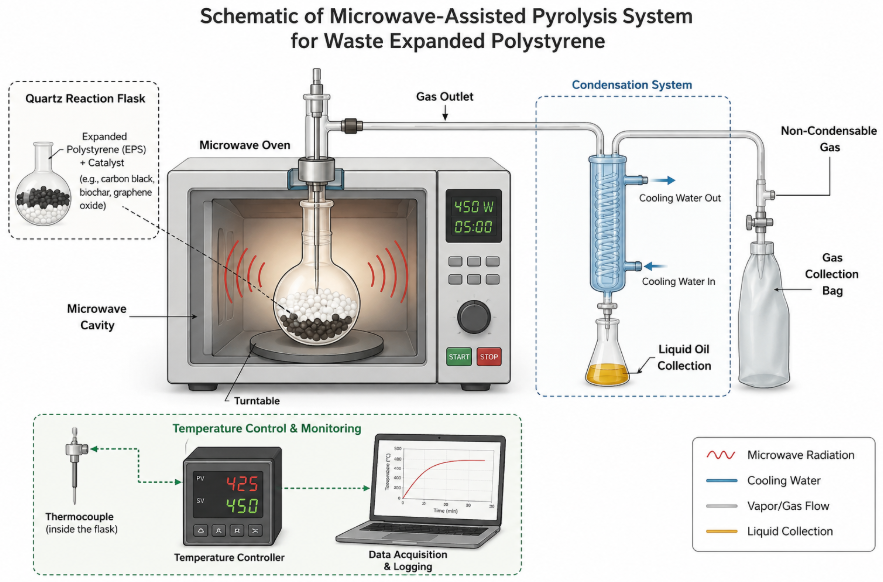
微波輔助熱解設備示意圖
常見問題解答 (FAQ)
1. 誰適合導入微波輔助熱解技術?
此技術非常適合塑膠回收廠、廢棄物處理中心,以及產生大量包裝廢料的大型製造業與物流業。透過導入此技術,可將原本需要付費清運的廢保麗龍,轉化為廠內可利用的能源或具經濟價值的化工原料。
2. 微波熱解過程會產生有毒氣體嗎?
不會。熱解反應是在無氧環境下進行的熱降解過程,這與傳統焚燒完全不同。無氧環境不僅能避免材料燃燒化為灰燼,還能大幅減少戴奧辛等有毒氣體以及二氧化碳、一氧化碳的排放,是一種更加環保(Eco-friendly)的處理方式[5]。
3. 如何選擇合適的催化劑來提升產能?
催化劑的選擇取決於您預期的最終產品:
- 若目標是可燃氣體:添加適當比例的「碳黑」(例如碳黑與保麗龍比例 0.25:1)能產生高達約 53% 的揮發性氣體[2]。
- 若目標是高熱值液態油:使用熱處理過的「生物炭」(Biochar)作為微波吸收劑,在 450W 的微波功率下,液態油的產率可達到 60% 左右[3]。
- 若追求極高純度的苯乙烯單體:可搭配「真空減壓系統」,使產生的蒸氣迅速脫離加熱區,避免二次裂解,進而獲得濃度極高的苯乙烯(達 71.9%)[4]。
結論
廢保麗龍不應再被視為無解的環保難題。透過微波輔助熱解技術,結合適當的碳基催化劑,我們能將龐大的塑膠廢棄物高效轉化為具備商業價值的高熱值燃料與化工原料。
若您的企業正尋求符合 ESG 規範的減碳與資源回收方案,或對導入 熱解設備與催化劑技術 的投資評估有進一步需求,
歡迎立即聯繫我們。我們將針對您的廢棄物種類與產量,提供量身定制的永續轉型計畫。
參考文獻
- 1.Effect of using activated carbon and graphene oxide on the microwave assisted pyrolysis of expanded polystyrene waste, Research, Society and Development 2022.
內容摘要:探討氧化石墨烯與活性碳作為催化劑,對微波熱解保麗龍廢料的揮發物產率與熱穩定性之具體影響。 - 2.Microwave assisted pyrolysis of expanded polystyrene waste using carbon black catalyst, Research, Society and Development 2022.
內容摘要:研究不同比例的碳黑催化劑在微波輔助熱解保麗龍中,對非冷凝氣體與液態產物產率的提升效果。 - 3.Conversion of waste polystyrene into valuable aromatic hydrocarbons via microwave-assisted pyrolysis, Environmental Science and Pollution Research 2024.
內容摘要:分析利用生物炭作為微波吸收劑,將廢保麗龍轉化為高熱值裂解油(39-42 MJ/kg)與芳香烴的技術效益。 - 4.Depolymerization of polystyrene at reduced pressure through a microwave assisted pyrolysis, Journal of Analytical and Applied Pyrolysis 2015.
內容摘要:證實減壓真空環境下的微波熱解能縮短產物停留時間,大幅提升液態產物(逾 75%)與苯乙烯單體的回收率。 - 5.Pyrolysis of Polystyrene Waste: A Review, Polymers 2021.
內容摘要:全面回顧保麗龍廢料的各式熱解技術(批次、流化床、微波等)、反應器設計及操作參數對最終油、氣、焦炭產物的影響。